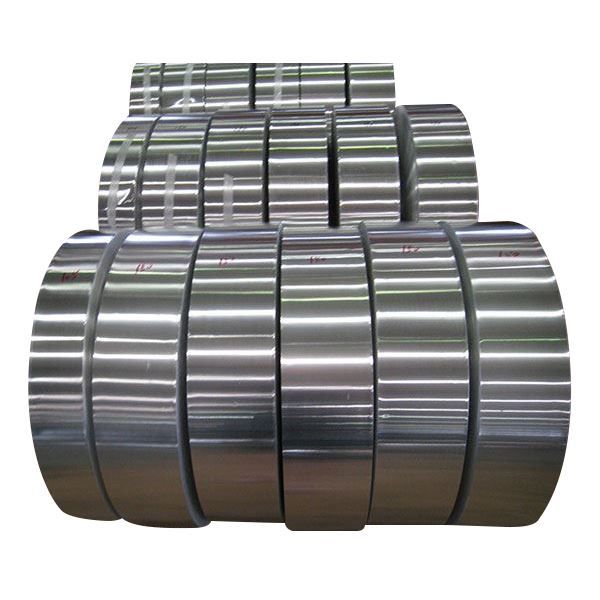
In the production of double foil, the rolling of aluminum foil is divided into three processes: coarse rolling, medium rolling and fine rolling, and from the point of view of technology, it can be divided roughly from the thickness of rolling outlet, The general division is that the outlet thickness is greater than or equal to 0.05mm for coarse rolling, the outlet thickness is medium rolling between 0.013~0.05, the outlet thickness is less than 0.013mm of single finished products and double rolling finished products for fine rolling.
The rolling characteristics of coarse rolling and aluminum strip are similar, the thickness control mainly depends on rolling force and post-tension, the thickness of rough rolling processing rate is very small, its rolling characteristics have been completely different from the rolling of aluminum plate strip, with the particularity of aluminum foil rolling, its characteristics are mainly as follows:
(1) aluminum strip rolling. In order to make aluminum strip thinning mainly rely on rolling force, so the automatic control mode of plate thickness is to the constant roller seam as the main control mode of AGC, even if the rolling force changes, at any time to adjust the roller seam so that the roller seam to maintain a certain value can also obtain a uniform thickness of the plate strip. And aluminum foil rolling to medium finishing rolling, because the thickness of aluminum foil is extremely thin, rolling, increase the rolling force, so that the roll to produce elastic deformation than the rolling material to produce plastic deformation is easier, the roll of elastic flattening can not be ignored, roll of the rolling flattening determines the aluminum foil rolling, rolling force has not been like the role of rolling plate. Aluminum foil rolling is generally under constant pressure without roller seam rolling, adjust the thickness of aluminum foil mainly rely on adjusting the tension and rolling speed.
(2) stacked rolling. For extremely thin aluminum foil with a thickness of less than 0.012mm (the thickness size is related to the diameter of the working roller), because of the elastic flattening of the roll, it is very difficult to use a single rolling method, so the double-joint rolling method, that is, the two aluminum foil in the middle of the lubricant, and then combined to roll the method Stacking rolling can not only roll out the very thin aluminum foil that cannot be produced by single rolling, but also reduce the number of break bands and improve labor productivity, and the single-sided optical aluminum foil of 0.006mm~0.03mm can be produced by using this process.








QR Code






